
管線球閥的閥體是一個(gè)承壓部件,除了承受內(nèi)部介質(zhì)的壓力之外,還需承受外部載荷,如地基沉降、山體滑坡、洪水、泥石流和地震等自然災(zāi)害引起的彎曲載荷,以及由于晝夜溫度變化、冬夏季節(jié)性溫度變化引起的拉伸。
管線球閥的閥體是一個(gè)承壓部件,除了承受內(nèi)部介質(zhì)的壓力之外,還需承受外部載荷,如地基沉降、山體滑坡、洪水、泥石流和地震等自然災(zāi)害引起的彎曲載荷,以及由于晝夜溫度變化、冬夏季節(jié)性溫度變化引起的拉伸和壓縮載荷。在寒冷及冰凍地區(qū)應(yīng)考慮管線閥體材料的低溫沖擊韌度,以防止低溫脆裂。管線球閥在輸送石油和天然氣過程中,不可避免地存在焊渣、鐵屑和砂粒等物質(zhì)。為保證管線球閥在30a服役期內(nèi)*“零”泄漏,其閥座需設(shè)計(jì)成組合密封結(jié)構(gòu)。
組合密封結(jié)構(gòu)特征為:①金屬對金屬的初始“密封”,以阻擋固體顆粒進(jìn)入次級密封;②用PT-FE、NYLON或橡膠等軟密封材料作為次級密封,保證*“零”泄漏;③緊急情況下(如軟密封或球面出現(xiàn)劃痕),通過緊急密封系統(tǒng)注入密封脂,滿足緊急狀態(tài)下臨時(shí)密封的需要,將閥門的維護(hù)延遲到下一個(gè)預(yù)定的管線關(guān)閉期。
閥體和組合密封閥座是管線球閥的關(guān)鍵部件,其材料選擇的正確與否及質(zhì)量控制是否到位直接決定閥門是否能夠滿足苛刻的工況要求。
1 閥體材料的選擇與質(zhì)量控制
管線球閥的閥體有分體式和全焊接2種結(jié)構(gòu)形式。分體式結(jié)構(gòu)一般由閥體、左右2個(gè)副體組成。閥體與副體采用螺栓連接,且閥體與副體面對面接觸,中間無間隙。分體式閥體材料的選擇和質(zhì)量控制與一般球閥無太大區(qū)別,主要是閥體的壁厚設(shè)計(jì)需考慮30a的腐蝕余量。管線球閥的全焊接閥體又分為圓筒狀和球形2種基本結(jié)構(gòu)。圓筒狀焊接閥體如圖1所示,主閥體與副閥體由2條各自獨(dú)立、互不相交的環(huán)焊縫焊接成一個(gè)完整圓筒狀閥體。
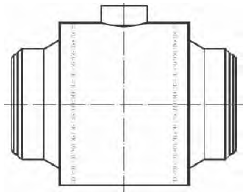
圖1 圓筒狀焊接閥體
球形焊接閥體如圖2所示,左右對稱的主閥體由主焊縫焊接成一個(gè)球形焊接組件。它與上下對稱的閥頸由2條環(huán)形焊縫焊接成一個(gè)完整球形閥體。全焊接閥體的焊接接頭一般設(shè)計(jì)為窄間隙厚壁埋弧焊,如NPS48Class900的球狀全焊接管線球閥的焊接壁厚為140mm,為超大厚度筒狀焊接接頭。厚壁多層焊接過程是金屬材料多次反復(fù)加熱和冷卻的過程,會導(dǎo)致焊接接頭組織的不均勻性和劣質(zhì)化,產(chǎn)生較高的殘余應(yīng)力,甚至產(chǎn)生焊接缺陷。焊接又是該產(chǎn)品組裝的zui后一道工序,閥腔內(nèi)有非金屬密封材料防爆氟橡膠,不能進(jìn)行焊后熱處理。因此,這對管線球閥全焊接閥體材料的選擇和質(zhì)量控制提出了很高的要求。

圖2 球形焊接閥體
1.1 閥體材料的選擇
管線球閥的閥體通常選用ASTMA105、ASTMA350LF2、ASTMA51570、ASTMA51670等。當(dāng)使用溫度為-29℃以上時(shí),選用ASTMA105和ASTMA515Grade70;當(dāng)使用溫度為-29℃以下時(shí),選用ASTMA350LF2和ASTMA516Grade70。
1.2 質(zhì)量控制要求
全焊接閥體材料考慮強(qiáng)度的同時(shí)還需考慮可焊性。為了滿足全焊接球閥焊接要求,需增加焊接接頭的韌度儲備,閥體材料除了滿足ASMEB16.34、API6D及相關(guān)材料標(biāo)準(zhǔn)基本要求外,還應(yīng)高于標(biāo)準(zhǔn)來提高閥體材料的沖擊韌度。為了滿足免焊熱處理要求,需對閥體材料的化學(xué)成分、碳的質(zhì)量分?jǐn)?shù)、碳當(dāng)量、錳的質(zhì)量分?jǐn)?shù)、微量元素P和S進(jìn)行控制,對鋼材的冶煉過程提出要求,對材料的屈強(qiáng)比和低溫沖擊韌度和硬度提出更為嚴(yán)格的要求。
1.2.1 化學(xué)成分
以ASTMA350LF2為例,全焊接閥體材料的化學(xué)成分質(zhì)量分?jǐn)?shù)見表1。
表1 全焊接閥體材料ASTMA350LF2化學(xué)成分質(zhì)量分?jǐn)?shù)%

注:熔爐分析的Cu、Ni、Cr、V和Mo,其總質(zhì)量分?jǐn)?shù)不能超過1.00%,Cr、Mo的總質(zhì)量分?jǐn)?shù)不能超過0.32%;鍛件C的質(zhì)量分?jǐn)?shù)<
0.18%,爐前分析的C的質(zhì)量分?jǐn)?shù)<0.16%,鍛件的碳當(dāng)量(CE)<0.43%。
1.2.2 力學(xué)性能指標(biāo)
以ASTMA350LF2為例,全焊接閥體材料力學(xué)性能指標(biāo)見表2。
表2 全焊接閥體材料ASTMA350LF2力學(xué)性能指標(biāo)

1.2.3 鍛造及熱處理要求
鍛件需用平爐、電爐或純氧頂吹轉(zhuǎn)爐冶煉的鎮(zhèn)靜鋼,初煉包括單獨(dú)脫氣或精煉,然后使用電渣重熔或真空電弧重熔再熔煉。鋼應(yīng)進(jìn)行充分脫氧,細(xì)化晶粒操作。應(yīng)切除足夠的切頭(廢料),以確保去除有害的氣泡或過度的熔析。鍛造比應(yīng)不小于3,鍛造過程中應(yīng)保證鍛件通過相變溫度時(shí)緩慢冷卻,zui終成型后和加熱進(jìn)行熱處理前應(yīng)充分冷卻至相變溫度以下。
鍛件鍛后需進(jìn)行熱處理,熱處理采用正火加回火方式,正火溫度(900±10)℃,回火溫度660~680℃。
1.2.4 鍛件表面質(zhì)量要求
(1)鍛件表面不得有毛細(xì)裂紋、結(jié)疤、層狀斷口、氧化皮、夾雜物、折皺、凹點(diǎn)及凸點(diǎn)等缺陷存在;
(2)斷面或斷口上不得有層狀、亮區(qū)、白點(diǎn)及非金屬夾雜等缺陷;
(3)不得出現(xiàn)碳化物偏析、折迭、開裂、龜裂、堆積、脫碳和晶粒粗大等有害缺陷;
(4)鍛件不允許焊補(bǔ)。
1.3 試驗(yàn)方法
1.3.1 取樣
每一爐熱處理鍛件應(yīng)取1組試樣(1個(gè)用于拉伸,3個(gè)用于沖擊),如果同爐熱處理的鍛件包括2個(gè)以上熔煉爐號,則每一熔爐號都應(yīng)取1組試樣(1個(gè)用于拉伸,3個(gè)用于沖擊)。
應(yīng)在熱處理后的成品鍛件上取樣,試樣縱長軸平行于鍛件軋制時(shí)的zui大延伸方向。筒狀主閥體鍛件試件取樣如圖3所示,筒狀副閥體鍛件試件取樣如圖4所示,球狀閥體鍛件試件取樣如圖5所示,圖中的T為壁厚。
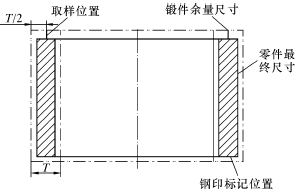
圖3 筒狀主閥體鍛件試件取樣示意圖
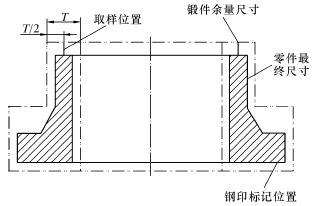
圖4 筒狀副閥體鍛件試件取樣示意圖
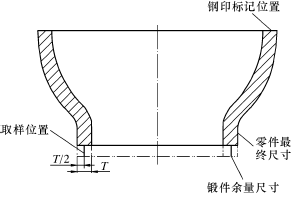
圖5 球狀閥體鍛件試件取樣示意圖
1.3.2 試驗(yàn)
拉伸、沖擊和硬度試驗(yàn)按ASTMA370的標(biāo)準(zhǔn)規(guī)定進(jìn)行,鍛件超聲波檢測按ASTMA388的標(biāo)準(zhǔn)規(guī)定進(jìn)行。
1.4 檢驗(yàn)標(biāo)準(zhǔn)
(1)全焊接閥體鍛件檢驗(yàn)項(xiàng)目和數(shù)量為:對化學(xué)成分、硬度、表面質(zhì)量和缺陷應(yīng)逐件檢查,每爐檢查1次鍛件的力學(xué)性能和沖擊力。
(2)鍛件硬度超出范圍判定為不合格。
(3)低溫沖擊試樣的沖擊功(1組3個(gè)試樣的平均值)應(yīng)符合表2的規(guī)定,并不得有1個(gè)以上試樣的沖擊功低于規(guī)定的平均20J,單個(gè)試樣的沖擊功值不應(yīng)小于16J。
(4)超聲波檢測按ASMEB16.34要求驗(yàn)收,驗(yàn)收標(biāo)準(zhǔn)為:用直探頭檢驗(yàn)時(shí),如果缺陷顯示等于或超過厚度為缺陷深度、直徑6.4mm(0.25in)平底孔的標(biāo)準(zhǔn)試樣中所得到的顯示,則為不合格;用斜探頭檢驗(yàn)時(shí),如果缺陷顯示等于或超過長25.4mm(1in)、深度不大于公稱壁厚5%的60°V形缺口標(biāo)準(zhǔn)試樣中所得到的顯示,則為不合格。
2 組合密封閥座材料的選擇與質(zhì)量控制
全焊接管線球閥的組合密封閥座結(jié)構(gòu)如圖6所示,主要由固定圈、閥座密封圈(次級密封)、閥座金屬圈、預(yù)緊彈簧、防火圈、擋圈和O形圈組成。
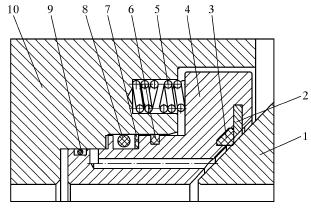
1—球體;2—固定圈;3—閥座密封圈(次級主密封);4—閥座金屬圈;5—預(yù)緊彈簧;6
—防火圈;7—擋圈;8、9—O形圈;10—閥體。
圖6 組合密封閥座結(jié)構(gòu)示意圖
全焊接球閥與常規(guī)球閥zui大的區(qū)別在于閥座密封圈(次級主密封)采用彈性體橡膠代替PT-FE塑料,這一改進(jìn)使閥座在很小的壓差下即可獲得氣泡級的“零”泄漏,并可輕松實(shí)現(xiàn)DBB、DIB-1和DIB-2功能。如果用PTFE作為次級主密封的閥座密封圈材料,那么介質(zhì)壓力作用在閥座上,推動閥座與球體接觸,高分子材料上接觸應(yīng)力使密封環(huán)發(fā)生宏觀變形,達(dá)到密封效果。但高分子材料不是一個(gè)彈性體,在介質(zhì)壓力下會產(chǎn)生局部彈塑性變形。如果采用彈性體橡膠作為閥座密封圈材料,作用在閥座上的介質(zhì)力只是把閥座推向球體,這個(gè)力不大,而真正密封的力是介質(zhì)進(jìn)入彈性體凹槽的一側(cè),壓迫彈性體發(fā)生彈性變形,就像彈簧被壓縮一樣,彈性體通過自身要求恢復(fù)初始形狀的力,作用在球體表面,這一密封原理稱為彈性體自身變形能密封原理。顯然這一密封效果好得多,只要合理地選擇凹槽與球面的間隙,其密封壓力差zui高可達(dá)到32MPa。
由橡膠彈性體作為密封材料的組合密封座,其密封的截面形狀可以制作成O形和三角形,橡膠的邵氏硬度為98,并被牢固地鎖定在凹槽內(nèi),其適用范圍的閥門壓力等級為Class150~Class900。常用的橡膠材料為:T49/TBSh98(HNBRhydro-genatednitryilrTherban)、T58sh98(FKMViton)全氟醚橡膠、T58/VED(FKM防爆型Viton)防爆型全氟醚橡膠和T58/GLTsh989FKMVitonGLT)全氟醚橡膠。各種橡膠材料適用的溫度范圍如圖7所示。
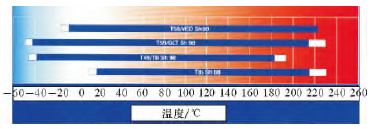
圖7 橡膠材料適用的溫度范圍
長輸管線在正常運(yùn)行時(shí),橡膠彈性體或多或少受其表面溶解氣體的滲入和溶解作用,經(jīng)過一段時(shí)間后,橡膠彈性體的含氣量達(dá)到飽和。只要橡膠彈性體內(nèi)部氣體壓力與環(huán)境之間處于平衡狀態(tài),受到的損壞就會zui小,密封性能也不會降低。除非受到其他因素的影響,如化學(xué)、熱力降解或擠出損害。但是,一旦橡膠彈性體周圍的壓力突然消失(如爆管),已滲入橡膠彈性體內(nèi)的氣體不能夠盡快地釋放,將發(fā)生爆炸減壓(ED)破壞,使橡膠彈性體失去密封性能。這種破壞不會立即出現(xiàn),有時(shí)要幾個(gè)小時(shí)后才出現(xiàn)。因此不具有抗爆炸減壓(AED)性能的橡膠彈性體表面將呈現(xiàn)出開裂、鼓泡、內(nèi)部裂紋和疤痕等,如圖8所示。
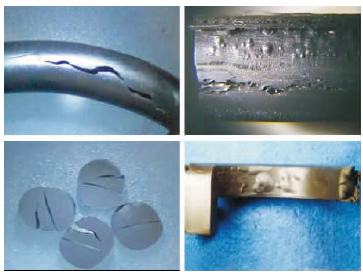
圖8 爆炸減壓破壞形式
曾有一家國外石油公司在深海平臺上第1次發(fā)現(xiàn)閥門爆炸減壓破壞,閥門失效后該公司不得不停止作業(yè)數(shù)周更換閥門,損失慘重。從此以后,石油公司要求閥門廠商提供的高壓閥門必須具有防爆減壓功能,并制定專門測試標(biāo)準(zhǔn),如NORSOKM710、TOTALGSPVV142等。美國石油學(xué)會標(biāo)準(zhǔn)API6D也規(guī)定,設(shè)計(jì)壓力大于或等于PN100(Class600)的閥門必須設(shè)計(jì)為防爆炸減壓。
3 結(jié)論
(1)全焊接管線球閥苛刻的使用工況,對閥體和組合密封閥座材料的選擇和質(zhì)量控制提出了很高的要求。
(2)全焊接球閥閥體材料在考慮強(qiáng)度的同時(shí)還需考慮可焊性,為了滿足全焊接管線球閥焊接要求,增加焊接接頭的韌度儲備,需對閥體材料的化學(xué)成分、碳的質(zhì)量分?jǐn)?shù)、碳當(dāng)量、錳的質(zhì)量分?jǐn)?shù)、微量元素P和S、冶煉過程、材料屈強(qiáng)比、低溫沖擊韌度和硬度等進(jìn)行特別控制。同時(shí),需按質(zhì)量控制要求和檢驗(yàn)項(xiàng)目加以檢驗(yàn),使全焊接管線球閥閥體材料滿足免焊后熱處理要求。
(3)橡膠彈性體在全焊接管線球閥中大量應(yīng)用并取得很好效果的原因是密封原理發(fā)生了根本的變化,其密封的截面形狀可以制作成O形和三角形,橡膠的邵氏硬度為98,并牢固地被鎖定在凹槽內(nèi),其適用范圍的閥門壓力等級為Class150~Class900;大于或等于Class600的全焊接管線球閥的閥座密封面材料在考慮“零”泄漏的同時(shí)還需考慮防爆功能。
(4)通過對全焊接管線球閥材料的正確選擇與嚴(yán)格的質(zhì)量控制,可使全焊接管線球閥滿足長輸管線苛刻的使用工況要求。

© 永嘉鴻宇閥門有限公司 版權(quán)所有 備案號:浙ICP備14017381號-3 技術(shù)支持:環(huán)保在線 GoogleSitemap 總訪問量:294103 管理登陸